Seit wann gibt es die Technik des Ultraschallverdichtens?
Manuel Fey: Die Technik des Ultraschallschweißens kommt eigentlich aus dem Automotive-Bereich. Ich würde behaupten, dass es weltweit kein Auto gibt, in dem keine Ultraschall-Schweißverbindungen zu finden sind. So richtig los ging das mit dem Golf 3 von Volkswagen, also zu Beginn der 1990er-Jahre. Auch die ersten Untersuchungen und Einsätze im Hinblick auf den Schaltschrankbau sind bereits rund 30 Jahre alt.
Dieter Deutscher: Bereits in den Nullerjahren bekundeten erste Schaltschrankbauer durch die Sequenzfähigkeit des Minic-Moduls auf unserer ersten Komax Zeta Generation großes Interesse. Ultraschallverdichtete Litzenenden wurden damals schon in Push-In oder Federzugklemmen eingesetzt. Allerdings gab es bei den immer noch vielfach verwendeten Schraubklemmen das Problem, dass Anwender beim Anziehen der Schraube stets die Befürchtung hatten, dass die Verbindung sich wieder lösen könnte. Diesem Problem begegnet nun die Norm DIN EN IEC60352-9:2024, welche beschreibt, wie mit Schraubklemmen diesbezüglich umzugehen ist.
Ralph Schmid: Ein weiterer Grund, dass diese nicht mehr ganz neue Technologie im Schaltschrankbau bisher nicht zum Einsatz kam, lag darin begründet, dass die Gerätschaft viel zu teuer war. Früher hat sich ein Schaltschrankbauer für 80 Euro ein Handwerkzeug gekauft, mit dem er die Aderendhülse am Drahtende befestigt hat. Dies hat sich mit der automatischen Drahtsatzfertigung zu Beginn der Nullerjahre grundlegend geändert. Heute nutzen Schaltschrankbauer, bei denen vorgefertigte Drahtsätze zum Einsatz kommen, sehr häufig ultraschallverdichtete Aderenden.
Welche Arten von Drähten lassen sich damit verarbeiten?
Fey: Kupfer ist Standard im Schaltschrankbau, Aluminium finden wir hauptsächlich im Automotive-Bereich. Bei den im Industriebereich eingesetzten Kupferleitungen gibt es auch hinsichtlich der Verarbeitungsfähigkeit praktisch kein Limit. Es gibt bei Kupferleitungen nur einen Spezialfall: Das sind die verzinnten Leitungen, die z.B. im Flugzeugbau oder in der Marine Anwendung finden. Da dient der Zinn als ein zusätzlicher Korrosionsschutz, und dieser lässt sich per Ultraschweißverdichten nicht wirklich serienstabil verarbeiten.
Deutscher: Ergänzend möchte ich noch erwähnen, dass vorverzinnte UL-Drähte bei vielen Kabelherstellern mittlerweile durch eine Kupfervariante – also zinnfrei – erhältlich sind, welche dann kein Problem mehr beim Ultraschallverdichten darstellen und dementsprechend keine Versorgungslücke entsteht. Hier sollte man sich vorher informieren, welche Kabelhersteller diese Kupfervarianten anbieten.
Wie läuft der Vorgang des Ultraschallverdichtens technisch ab?
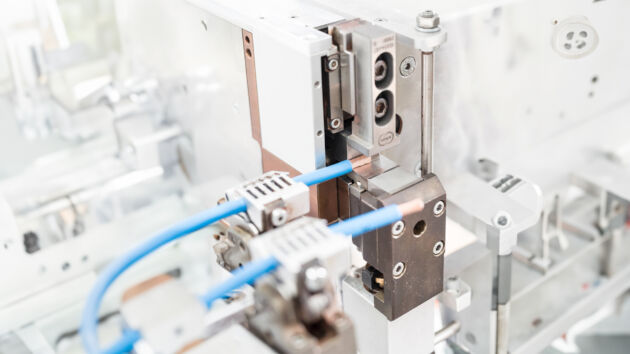
Fey: Im Prinzip handelt es sich um ein einfaches Reibschweißverfahren. Das Modul bietet einen rechteckigen, geöffneten Einlegeraum, in den der Bediener oder der Handlingautomat, wie etwa eine Zeta, die Leitung hineinlegt. Dann werden die Werkzeuge, die sich dem Leitungsquerschnitt anpassen, geschlossen. Von oben drückt nun der Amboss auf das Schweißgut, und von unten führt die Sonotrode die Ultraschallbewegung aus. Dabei schweißen wir mit einer Fequenz 20kHz. Während die Sonotrode schwingt und die Reibbewegung ausführt, drückt der Amboss von oben auf die Leitung, die somit kompaktierend verschweißt wird. Die Werkzeuge schließen in wenigen Millisekunden. Der Schweißprozess an sich dauert nur Bruchteile von Sekunden, dann ist die Schweißung ausgeführt. Ein weiterer großer Vorteil besteht darin, dass die Maschine eine interne Qualitätsüberwachung durchführt. Somit gibt die die Maschine direkt nach dem Schweißvorgang eine Rückmeldung, ob es sich um eine Gut- oder Schlechtschweißung handelt. Selbstverständlich werden alle Daten und Ergebnisse zur Auswertung und Dokumentation in ein Logbuch geschrieben. Man profitiert hier von jahrelanger Erfahrung aus dem Automotive Bereich.
Die normativen Vorgaben hatten Sie, Herr Deutscher, vorhin bereits erwähnt…

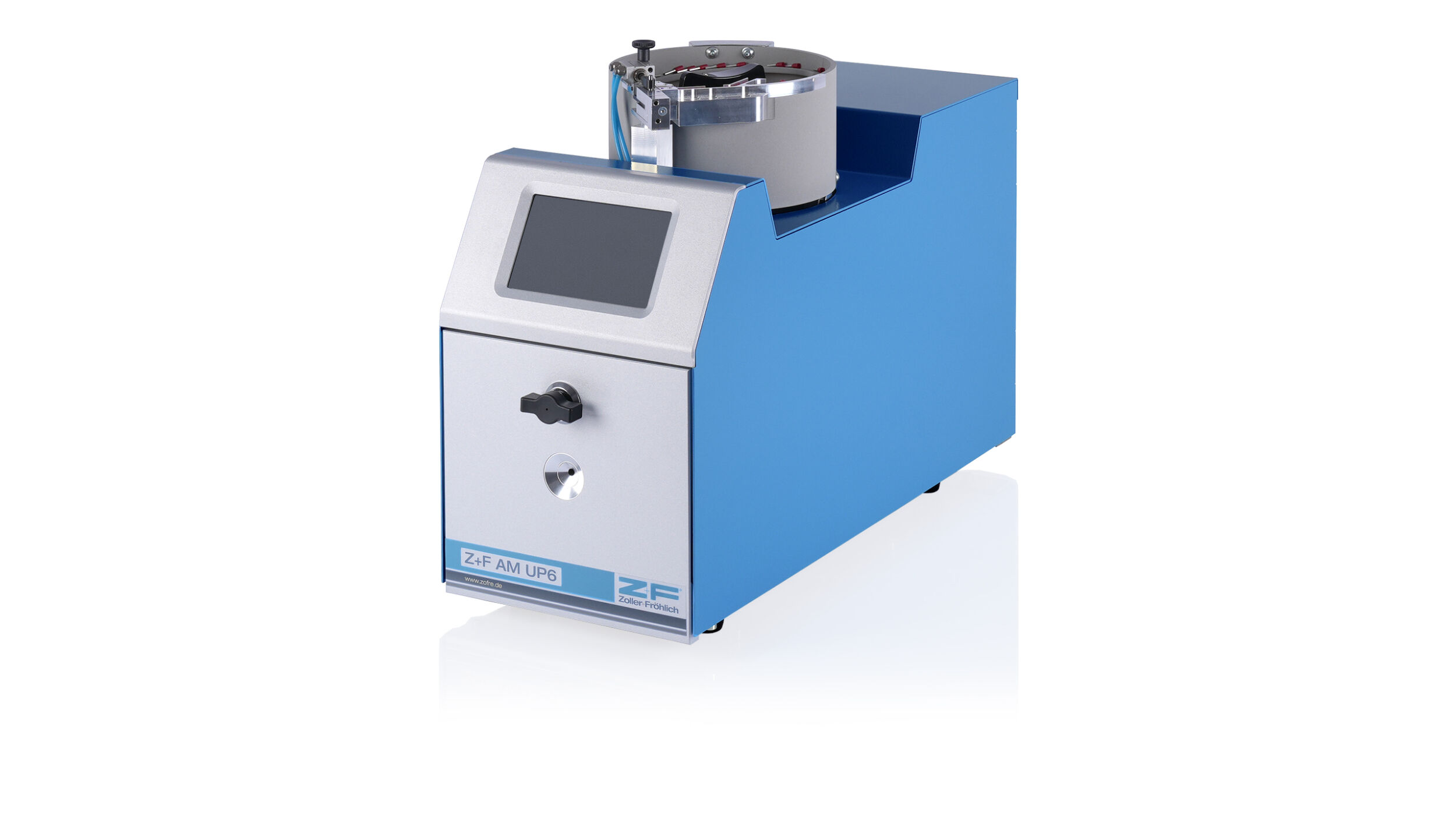
sehr häufig ultraschallverdichtete Aderenden.“ – Bild: Komax AG
Deutscher: Ja, die DIN EN IEC60352-9 beschreibt im Grunde alles, was mit Ultraschallverdichten zu tun hat. Ein wichtiger Teil, der für uns interessant ist, bezieht sich auf die Einhaltung der Qualitätskriterien. So wird beschrieben, wie die Verdichtung mit Hilfe eines Schunk Splice Checker geprüft werden kann. Außerdem legt die Norm Kriterien fest, wie mit Schraubklemmen umzugehen ist. Je nach Schraubengröße gibt es hier die Möglichkeit, gemäß einer Vorgabe mit einem Drehmomentschlüssel zu arbeiten. Je nach Querschnitt werden bestimmte Auszugskräfte definiert. Die Verdichtungsqualität des Drahtes in Relation zum passenden Drehmoment an der Schraubklemme gewährleistet, dass die Verbindung fachgerecht und dauerhaft gut ist. Das ist sehr wichtig, denn wenn die Schraube überdreht wird, kann es sein, dass sich die Verbindung wieder löst. Die namhaften Hersteller von Reihenklemmen wurden von uns oder unseren Kunden hinsichtlich der Konformität ihrer Produkte mit der DIN EN IEC60352-9 befragt, und bisher gab es noch kein Nein. Eine weitere Norm, die ich erwähnen möchte, ist die DIN EN IEC60947-1, welche die Auszugskräfte in der Schraubklemme beschreibt.
Worin liegen die technischen Vorteile des Ultraschweißverdichtens gegenüber den anderen Verfahren der Drahtbehandlung?
Fey: Der Hauptvorteil ist, dass keine Aderendhülsen mehr benötigt werden. Das ist ein wirtschaftlicher, aber auch ein Umweltfaktor.
Deutscher: Gerade bei SPS-Verdrahtungen hat man nicht selten ein sehr geringes Raster, und bei den Aderendhülsen kommt es dann häufiger vor, dass sich die Kragen gegenseitig stören. Dieser Faktor kommt beim Ultraschallverdichten nicht zum Tragen. Zudem hat man im Vergleich zur Aderendhülse ein kleineres Litzenpaket, das sich auch für kleinere Kammern eignet. Ein weiterer Aspekt ist die Qualitätsüberwachung: Vor und nach dem Verdichten wird geprüft, ob das benötigte Litzenvolumen vorhanden ist.
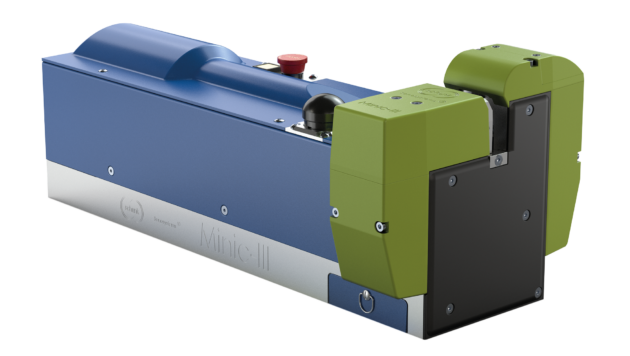
Was die Komax-Maschinen angeht, können wir platzsparend so gut wie alle im Schaltschrankbau relevanten Querschnitte verdichten: von 0,5mm² bis 6mm² auf der Zeta 620, auf den größeren Zetas bis 10mm² und auf der Alpha 560 bis 16mm², in den Längen bis 20mm. Dies kann letztendlich jeweils alle Aderendhülsenlängen ersetzen. Das ist ein ganz großer Vorteil. Das Minic-III von Schunk Sonosystems ist also praktisch ein All-In-One-Modul, welches mehrere Hülsenmodule ersetzen kann.
Fey: Im Grunde wird mit einem Modul und einem Setup der gesamte Schaltschrankbau abgedeckt.
Schmid: Wir stellen ganz klar fest, dass die Flexibilität in der Länge extrem wichtig ist, während ich mit der Aderendhülse beschränkt bin. Oftmals habe ich Aderendhülsen in 12mm oder 18mm Länge, und dafür gibt es wiederum nur sehr eingeschränkt vollautomatische Lösungen. Einen weiteren Vorteil gibt es hinsichtlich der Geometrie: So kann ich beispielsweise aus einem Quadrat ein Rechteck machen und somit die Auflagefläche vergrößern. Dies ist interessant für Bereiche, wo permanent viel Strom fließt, also etwa im Wallbox-Bereich. Hier wird durch die verbreiterte Kontaktfläche die Temperatur und damit die Erwärmung des gesamten Systems verringert. Das geringe Kompaktmaß sollte man zusätzlich erwähnen. Wir haben einen Kunden, der hatte große Probleme mit seinen Schaltschränken, da diese stets maximal mit Komponenten bestückt waren. Dieser hat nun mit unserer Hilfe auf Ultraschallverdichten umgestellt und konnte so den Querschnitt von einer 2,5mm²-Klemme auf eine 1,5mm²-Klemme reduzieren. So hat er viel Platz in seinem Schaltschrank gewonnen. Mit der geringeren Bauteilgröße verringert sich also der Platzbedarf im Schaltschrank, was für viele Schaltanlagenbauer ein wichtiger Aspekt ist.

Wann amortisiert sich der zu tätigende Invest in eine solche Lösung?
Fey: Natürlich ist dies eine Investition, den man nicht mit einem im Baumarkt erhältlichen mechanischen Handwerkzeug vergleichen kann. Ich würde sagen: Es lohnt sich für die meisten, aber man sollte sich einmal die Zeit nehmen, dies zu kalkulieren, je nach Produktionsphilosophie.
Deutscher: Schon bei nur 100.000 zu verdrahtenden Drähten pro Jahr kann man durch eine Zeta 620 mit Minic-III Modul ein Return of Invest von nur 2 Jahren erzielen. Unser ‚kleinster‘ Kunde ist ein Familienbetrieb mit fünf Personen, der eine Zeta 620 mit Ultraschallverdichtung angeschafft hat. Dieser Betrieb verarbeitet rund 80.000 Drähte pro Jahr. Hier amortisiert sich die Anschaffung allein schon wegen der automatisierten Beschriftung und der vordefinierten Drahtbündel, denn so kann der Schaltschrankbauer das Verdrahten auch mit geringer qualifiziertem Personal bewerkstelligen.
Schmid: Wer die Investition nicht tätigen und dennoch nicht auf die Vorteile des Ultraschallverdichtens verzichten möchte, kann natürlich auch die Dienstleistungen von Wustec in Anspruch nehmen und sich die konfektionierte Drahtsätze ins Haus liefern lassen.
Gibt es technische Limitierungen, bei denen ultraschallverdichtete Drahtenden nicht zum Einsatz kommen sollten?
Deutscher: Die einzige Limitierung, die mir einfällt, ist die Verwendung von spitzen Schraubklemmen. Diese kommen heute manchmal noch im Erdungsbereich zum Einsatz. Das Eindringen einer spitzen Schraube kann die Verdichtung zerstören.

Schmid: Und bei kleinen Querschnitten von 0,14 oder 0,34mm² wird es ebenfalls schwierig.
Mit welchen Komax-Maschinen ist denn beispielsweise das Minic-III Modul kompatibel und an welcher Stelle der Maschine wird das Modul eingebaut?
Deutscher: Bei den aktuellen Serien Alpha, Zeta und Omega ist das Modul überall einsetzbar. Wir sind hier sehr flexibel und können auch die Module vor Ort nachrüsten. Das Modul kann bei den Zetas und Omegas als Verarbeitungsstation an nahezu beliebiger Stelle zwischen dem Abisolieren und dem Bündler respektive der Bestückung aufgebaut werden. Auf der Alpha je Verarbeitungsseite.
Zum Betrieb einer Komax-Maschine ist eine bestimmte Software notwendig. Wie sieht es bei dem Minic-III Modul aus: Gibt es da zwei Softwarewelten, die migriert oder integriert werden mussten?
Deutscher: Bei den aktuellen Serien Alpha, Zeta und Omega ist das Modul überall einsetzbar. Wir sind hier sehr flexibel und können auch die Module vor Ort nachrüsten. Das Modul kann bei den Zetas und Omegas als Verarbeitungsstation an nahezu beliebiger Stelle zwischen dem Abisolieren und dem Bündler respektive der Bestückung aufgebaut werden. Auf der Alpha je Verarbeitungsseite.
Fey: Die Komax-Maschine und unser Modul sind vernetzt. Das heißt der Werker hat ein einziges User-Interface, mit der er den gesamten Automat bedient.
Deutscher: Das Schunk Minic III ist tief in unsere Maschinen- und Bedienersoftware TopWin und HMI integriert. Sämtliche relevanten Parameter lassen sich dort bequem einrichten und bedienen. Von den ECAD-Systemen unterstützen das Verfahren ebenfalls die namhaften Anbieter wie Eplan, WSCAD oder Zuken.
Nach welcher Zeitspanne muss ein Minic III-Modul gewartet werden?
Fey: Als groben Wert kann man davon ausgehen, dass ein Werkzeugsatz nach ca. 100.000 Schweissungen überprüft und ggf. die Werkzeuge ausgetauscht werden sollten. Aber es kommt ganz auf die verwendeten Leitungen und Querschnitte an. Prinzipiell ist es gut, wenn man mehrere Querschnitte in Frequenz verwendet. und somit die gesamte Arbeitsfläche bei Amboss und Synotrode ausnutzt.
Schmid: Als Anwender kann ich dies bestätigen. Sicherlich gab es auch Fälle, bei denen wir nach 80.000 Schuss gewartet haben – wenn z.B. das Werkzeug schon relativ verschlissen war und viele kleine Querschnitte am Stück produziert wurden. Wir haben aber auch schon 140.000 Adern mit einem Werkzeugsatz produziert.
Fey: In Zusammenarbeit mit Komax bieten wir einen besonderen Service: die Möglichkeit, unsere Werkzeuge nachzuarbeiten. Diesen Service kann man in etwa mit dem Runderneuern von Autoreifen vergleichen. Wenn die Werkzeuge nicht bis zum Ende ‚kaputt geschweißt‘ sind, nehmen wir an mehreren unserer Standorte die Werkzeuge zurück, prüfen diese, und dann schleifen wir das Profil nach. Auf diese Weise können die Werkzeuge noch einmal bei rund 80 Prozent der Zyklen eines Neuwerkzeugs eingesetzt werden. Diese Nachschleifen funktioniert zwei- bis dreimal. Sollte dies nicht mehr infrage kommen: Ausgetauscht werden muss nicht das ganze Modul, sondern nur die vier Schweißwerkzeuge, die mit dem Kupferleiter in Kontakt kommen – also Amboss, Sonotrode, Seitenschieber und Tuschierplatte.
Deutscher: Zudem können drei von den vier Werkzeugen gedreht und so zweimal verwendet werden.
Schmid: Unserer Erfahrung nach müssen die Werkzeuge ab einem gewissen Zeitpunkt zwar überarbeitet oder ausgetauscht werden, aber die Module selbst halten wirklich ewig, da sie sehr wenige bewegte Teile enthalten. Wir haben Module im Einsatz, die bereits rund 10Mio. Schweißungen getätigt haben und die immer noch einwandfrei funktionieren. Wenn man dies mit einem Crimp-Modul vergleicht, so muss dieses nach rund einer Million Crimp-Vorgängen über alle Querschnitte hinweg zur Wartung. Diesen Aspekt sollte man auch noch in Betracht ziehen, wenn man einen solchen Invest ins Auge fasst.
Wieviele Ihrer Komax-Maschinen werden denn mittlerweile mit dem Minic III-Modul ausgeliefert?
Deutscher: Vor der Existenz der DIN EN IEC60352-9 war es ca. jede zehnte Maschine für unsere Kunden im Schaltschrankbau. Von den letzten fünf Zeta 620 konnten wir drei mit Ultraschallverdichten ausliefern, welches das angestiegene Interesse dieser Technologie unterstreicht. Ein entscheidender Punkt im Hinblick auf die Akzeptanz ist auch, dass wir es mittlerweile schaffen, bei der Minic III innerhalb von 20 Minuten den gesamten Werkzeugsatz auszuwechseln. Das stößt bei unseren Kunden auf sehr großes Interesse.
Gesprächspartner:
Manuel Fey, Produktmanager für Kabelanwendungen bei Schunk Sonosystems GmbH
Dieter Deutscher, Vertrieb bei Komax
Ralph Schmid, Geschäftsführer bei Wustec