Der Anteil manueller Arbeit ist im Steuerungs- und Schaltanlagenbau bis heute sehr hoch – was die Branche für aktuelle Entwicklungen wie den Fachkräftemangel besonders anfällig macht. Gerade die Verdrahtung kostet viel Arbeit und vor allem Zeit, die man oft nicht hat. Doch was sind echte Tempomacher in der Praxis und wie fängt man richtig an?
Gleich richtig anfangen
„Die Basis für einen effizienten Steuerungs- und Schaltanlagenbau ist ein hundertprozentig korrekter Stromlaufplan“, erläutert Uwe Harder, Leiter Eplan Consulting. „Alle weiteren Schritte bauen auf dieser digitalen Basis auf – allerdings wird heute oft nur ein logischer Stromlaufplan erstellt, der nicht bis auf die Drahtebene hinuntergeht. Dann fehlen Details wie Farbe und Durchmesser eines Drahts oder die genaue Klemmenzahl. Diese Lücken wirken sich dann vor allem in der Fertigung aus, wo viel Fachwissen notwendig ist, um trotz unvollständiger Unterlagen einen funktionierenden Schaltschrank zu fertigen. Dass auf einer solchen Basis Automatisierung nur eingeschränkt möglich ist, ist logisch.“ Die Mitarbeitenden im Eplan Consulting besitzen breites Fachwissen und viel Erfahrung aus einer Vielzahl von Projekten und Branchen in allen Firmengrößen. Harder zählt die wichtigsten Faktoren für einen effizienten Prozess auf: „Das beginnt mit der Entwicklung von Konstruktionsmethoden und -standards – und das übergreifend über alle Disziplinen. Integrierte Systeme ermöglichen einen ganzheitlichen Blick auf das Produkt und sind die Voraussetzung für eine wirklich umfassende digitale Abbildung – einen digitalen Anlagenzwilling. Wir beraten zudem bei der Anbindung der Konstruktionsumgebung in Systemlandschaften wie ERP, PLM und andere IT-Systeme.“ Die Arbeit für die Consultants beginnt mit einer sorgfältigen und umfassenden Prozessanalyse, bei der der Ist-Zustand aufgenommen wird. Daraus entsteht ein Angebot, das bereits eine ROI-Betrachtung enthält, sodass der Kunde sehr genau weiß, welche Maßnahmen notwendig sind, um das gewünschte Ergebnis zu erzielen. Harder weiter: „Da geht es nicht nur um die Anbindung an andere Abteilungen, beispielsweise mit SAP, sondern auch ganz konkret im Engineering selbst, etwa an die Klemmenkonfiguratoren der Hersteller. So lassen sich viele Prozesse und Abläufe, die heute noch manuell ablaufen, digitalisieren und damit automatisieren. Gleichzeitig entstehen hier in Eplan die vollständigen Unterlagen, die später in der Fertigung als Basis zur Automatisierung dienen.“
Potenzial liegt im Prozess
Dass diese Automatisierung großes Potenzial für Optimierungen bietet, zeigen Zahlen von Matthias Schüler, Abteilungsleiter Value Chain Consulting bei Rittal. Dort hat man im Rahmen einer Benchmark-Studie einen vorher definierten Schaltschrank integrieren lassen – manuell, teil- und vollautomatisiert. Erforderte die Integration ohne weitere Hilfsmittel von der Auftragserteilung bis zur Fertigstellung 58 Stunden, konnte die Fertigungszeit mit einfachen Automatisierungslösungen auf 34 Stunden gesenkt werden. Im vollautomatisierten Prozess war der Schrank dann in nur noch 24 Stunden fertig – zweieinhalbmal so schnell wie im manuellen Prozess. Schüler bewertet das Ergebnis: „Ein großes Einsparpotenzial liegt im Prozess, nicht im Produkt! Der manuelle Prozess wird zum Ende hin immer arbeitsintensiver, hierbei investiert man typischerweise weniger Zeit in die Konstruktion und Erstellung der digitalen Daten. Automatisierte Prozesse erfordern dagegen mehr Vorbereitung, während sich der Zeitbedarf im Verlauf des Prozesses verringert – Vorbereitung zahlt sich also aus.“ Auch in diesem automatisierten Prozessschritt lässt sich die Erstellung der digitalen Daten verbessern, beispielsweise indem bei der 3-D-Schaltschrankplanung in Eplan Pro Panel die Komponentendaten aus dem Eplan Data Portal eingesetzt werden, statt auf Step-Daten der Hersteller zurückzugreifen. Zwar enthalten die Step-Daten genaue Geometrien der Komponenten, die auf der Montageplatte positioniert werden sollen, aber eben nicht mehr. Der Datensatz einer Komponente im Eplan Data Portal enthält neben der Außengeometrie die Position und Bedeutung der Anschlüsse, die Position und Art der Befestigungspunkte sowie weitere Informationen beispielsweise für die thermische Analyse des Schaltschranks.
Zeit sparen durch richtige Daten
Ein Datensatz im Eplan Data Portal ist quasi der digitale Zwilling einer Komponente, mit allen Informationen, die im weiteren Prozess noch benötigt werden – von der automatisierten Herstellung der Montageplatte mit Bohrungen, Gewinden und Ausbrüchen bis zur Verdrahtung. Im Data Portal stehen 2,5 Millionen Datensätze für Komponenten von 400 Herstellern bereit – es bedeutet also keine Einschränkung, diese Daten zu nutzen. „In einer Studie brachte die Nutzung des Data Portals allein sieben Stunden Zeitersparnis gegenüber der Nutzung von Step-Daten im Layout“, verdeutlicht Schüler die Vorteile. Sind alle Komponenten platziert, kann die Software die Drähte vollautomatisch routen. Anhand der Drahtdurchmesser lässt sich der Füllgrad der Kabelkanäle berechnen. Klemmen und Komponenten können an Konfektionierungsprogramme und ERP-Systeme zur Bestellung übergeben werden.
Daten fit für die Fertigung
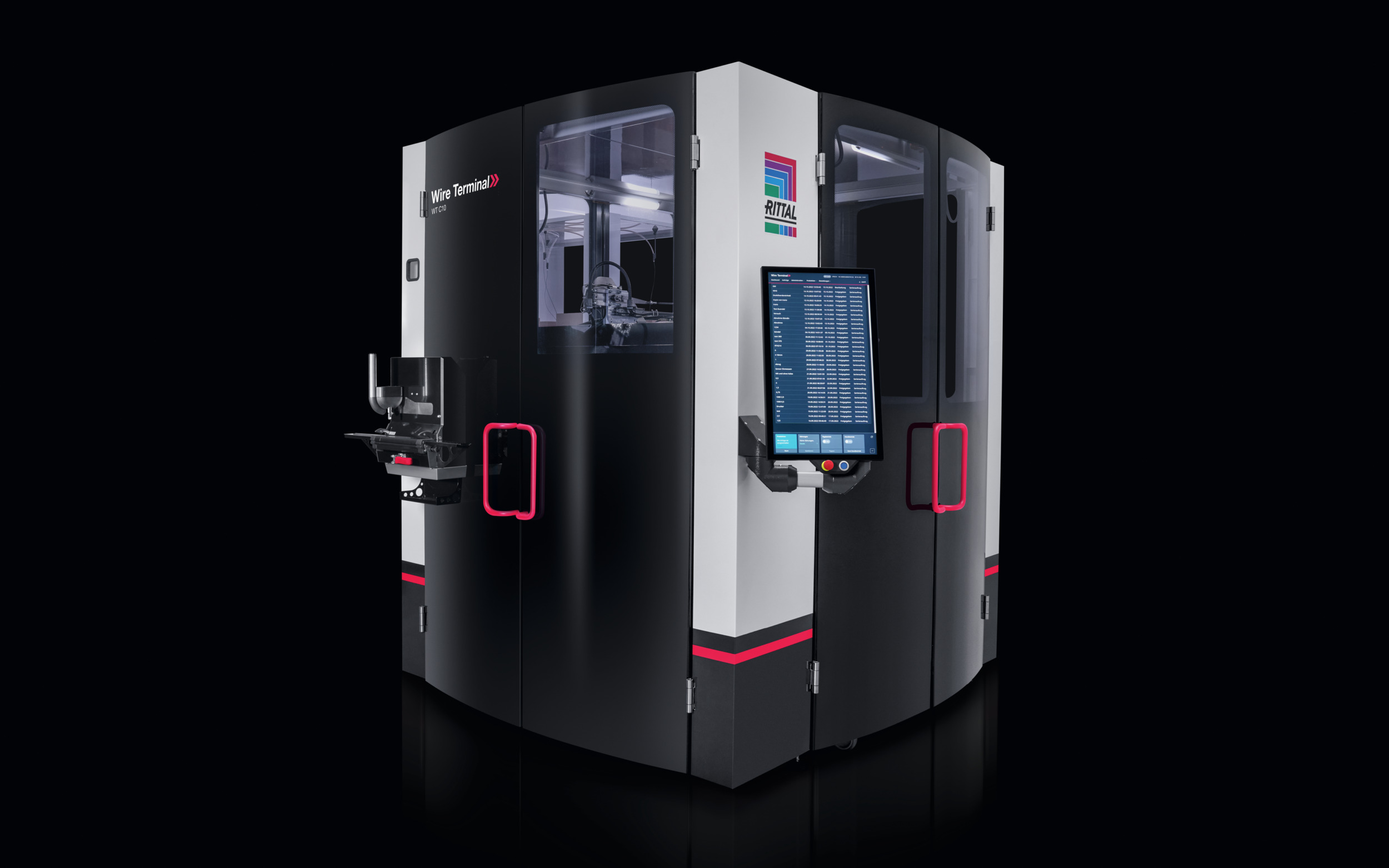
Alle im Engineering erzeugten Daten können dann in einem Projekt – abgeleitet aus dem Digital-Twin – an das Auftragsmanagement Tool RiPanel Processing Center übergeben werden. Dort erfolgt dann die Zuordnung der Aufträge an die unterschiedlichen Prozessschritte. Die Daten für die mechanische Bearbeitung werden z.B. an das Fräsbearbeitungscenter Perforex Milling Terminal oder auch zur Laserbearbeitung an den 3D-Laser LC3030 übergeben. Die Daten für die vollautomatische Drahtkonfektionierung gehen an den neuen Wire Terminal WT C, in dem die Drähte auf Länge zugeschnitten, bedruckt und die Aderendbehandlung mit Hülsen ausgeführt wird. Zusätzlich wird es möglich sein, auch die Informationen für die Bearbeitung von Stromschienen an die Maschinen der Firma Ehrt zu senden, die jetzt auch zu Rittal Automation Systems gehören. Mit den Lösungen zur automatisierten Bearbeitung für Zuschnitt, Lochung und Biegung der Kupferschienen lassen sich Fertigungsprozesse im Anlagenbau weiter optimieren.
Digitale Arbeitshilfen
Nun beginnt der Fertigungsschritt mit dem größten Anteil manueller Arbeit: der Montageplattenaufbau und die Verdrahtung der Komponenten. Sämtliche Komponenten wie Tragschienen und Kabelkanäle werden in den vorbereiteten Montagelöchern verschraubt und die Drähte angeschlossen sowie verlegt. Vor allem die Verdrahtung ist ein langwieriger, fehleranfälliger und komplexer Arbeitsschritt, den Rittal und Eplan mit unterschiedlichen Lösungen optimieren und effizienter gestalten. Hier ist eine Schritt-für-Schritt-Anleitung, wie sie Smart Wiring bietet, hilfreich. Der Mitarbeiter bekommt jeden Draht einzeln gezeigt – auf Wunsch in 3-D. Somit erfolgt die Verdrahtung komplett System geführt und wird zusätzlich durch die sequenziell angeordneten oder angeforderten Drähte aus dem Wire Terminal unterstützt: vom ersten Anschlusspunkt auf der Klemmleiste über die Visualisierung des Verlegewegs im Kabelkanal bis hin zum richtigen Anschluss an der elektrischen Komponente. „Fehler fallen schneller auf, der Arbeitsfortschritt ist genau dokumentiert und die Verdrahtungskanäle werden gleichmäßig befüllt, wie dies die Software im Engineering berechnet hat. Fehlerhafte Drahtverbindungen sind somit nahezu systematisch ausgeschaltet, so dass diese Arbeit theoretisch auch von Nichtelektrikern ausgeführt werden kann“, erklärt Tim Kramer, Abteilungsleiter Rittal Automation Systems.
Drähte automatisch ‚ausschießen‘
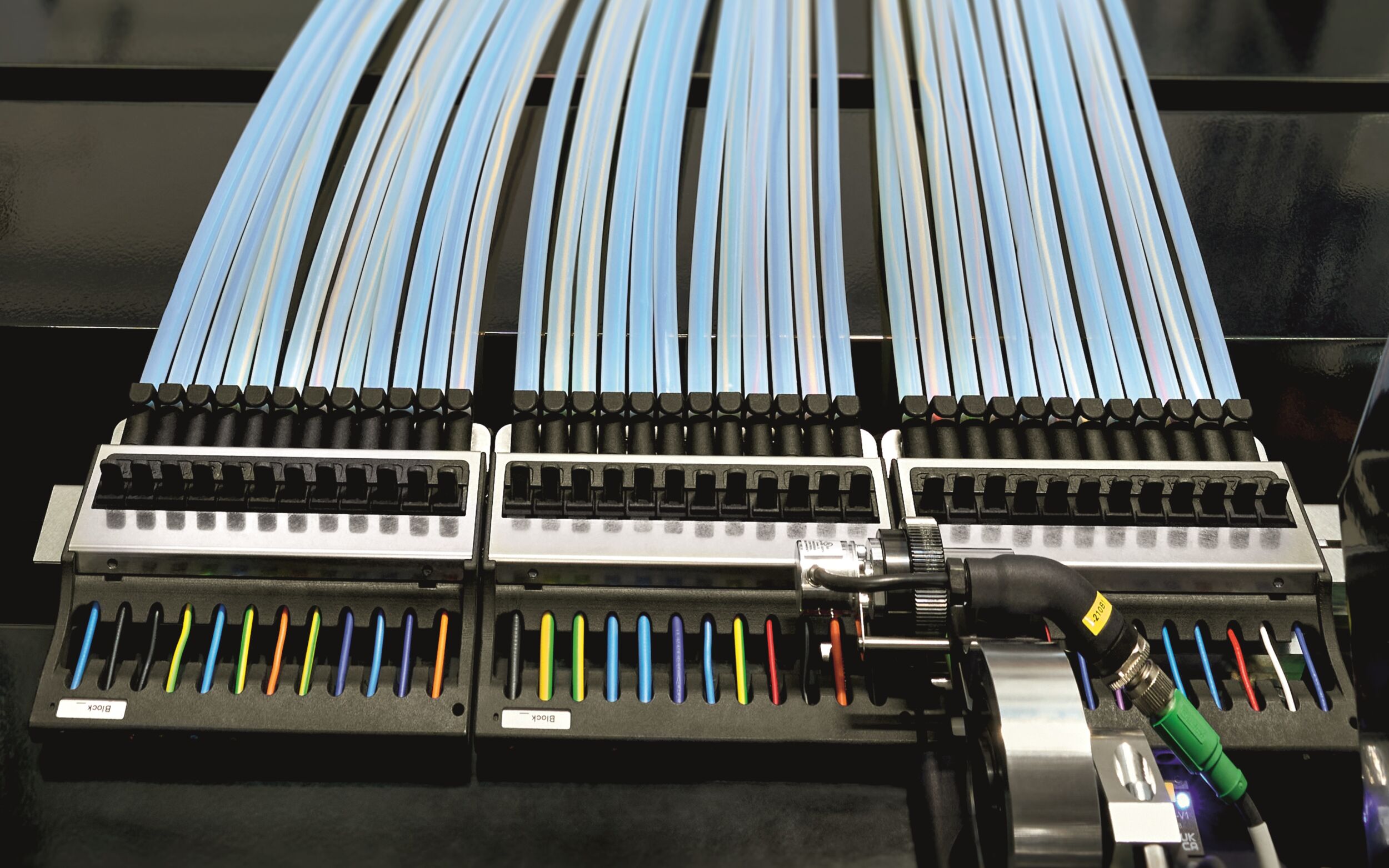
Eine zusätzliche Sicherheit geben vorkonfektionierte Drähte – diese werden so produziert und sequenziell angeordnet, wie sie später verarbeitet werden sollen. Dazu bietet Rittal Lösungen an: Die Maschinen nutzen die Daten aus Eplan, um Drähte zu konfektionieren. Dazu schneiden sie die definierte Länge der in Eplan festgelegten Drähte ab, bringen Aderendhülsen und Markierungen an. Abgelegt werden die Drähte in einem Schienensystem oder als Bündel, das in der richtigen Reihenfolge sortiert ist. Mithilfe von Smart Wiring wird der Werker dann so geführt, dass er die Drähte in der Reihenfolge einbaut, wie sie von der Konfektioniermaschine ausgegeben wurden. „Mit dem neuen Wire Terminal WT C gehen wir nun noch einen Schritt weiter: Die Anlage konfektioniert die Drähte nicht nur, sondern ’schießt‘ sie quasi just in time an die Arbeitsplätze“, sagt Tim Kramer. Dazu nutzt die Anlage Teflonschläuche, die von der Maschine bis zu 80 Meter weit an jeden Arbeitsplatz verlaufen. Mithilfe von Druckluft werden die konfektionierten Drähte an den jeweiligen Arbeitsplatz ‚geblasen‘, dabei kann das WT C eine Vielzahl von Arbeitsplätzen parallel bedienen. An der Draht-Bremsstation registriert ein Ringsensor die Entnahme des Drahtes, so dass über Smart Wiring der nächste Draht angefordert werden kann. „Dank solcher Arbeitserleichterungen und Automatisierungen ist bei der Verdrahtung geringeres Fachwissen notwendig, was es ermöglicht, die wertvollen Facharbeiter dort einzusetzen, wo ihr Fachwissen gefragt ist“, so Kramer. Und ergänzt: „Beispielsweise im Prüffeld oder im Engineering.“ So erleichtert Automatisierung nicht nur die Arbeit, sondern kann auch dabei helfen, den gegenwärtigen Facharbeitermangel zu lindern.

Beratung für das Werkstatt-Layout
Geht es um das Werkstatt-Layout, hat das Rittal Value Chain Consulting den ganzheitlichen Blick auf die Fertigung im Steuerungs- und Schaltanlagenbau. Mit der Erfahrung aus vielen Projekten analysieren die Rittal Berater bestehende und in Planung befindliche Fertigungsstätten und helfen, die einzelnen Automatisierungslösungen optimal anzuordnen. Transportwege werden optimiert und minimiert, und die Abläufe je nach Auslastung der Maschinen auf maximale Effizienz getrimmt. Auf Grundlage der typischen Produktpalette, der Stückzahlen beziehungsweise Losgrößen und der Räumlichkeiten werden Konzepte ausgearbeitet und Software-basiert bewertet.